×
- Hello
- Login or Register
- Quick Links
- Live Chat
- Track Order
- Parts Availability
- RMA
- Help Center
- Contact Us
- Shop for
- Subaru Parts
- Subaru Accessories
My Garage
My Account
Cart
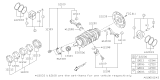
Genuine Subaru Impreza Crankshaft
Crank Shaft- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
16 Crankshafts found


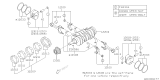
Subaru Impreza Crankshaft Complete
Part Number: 12200AA430$358.81 MSRP: $529.22You Save: $170.41 (33%)Ships in 1-2 Business Days




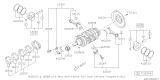
Subaru Impreza Crankshaft Complete
Part Number: 12200AA510$570.30 MSRP: $841.15You Save: $270.85 (33%)Ships in 1-3 Business Days




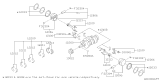
Subaru Impreza Crankshaft Complete
Part Number: 12200AA240$456.34 MSRP: $673.07You Save: $216.73 (33%)Ships in 1-2 Business Days

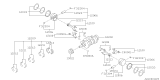
Subaru Impreza Crankshaft Complete
Part Number: 12200AA200$456.34 MSRP: $673.07You Save: $216.73 (33%)Ships in 1-3 Business Days
Subaru Impreza Crankshaft Complete
Part Number: 12200AA400$358.81 MSRP: $529.22You Save: $170.41 (33%)Ships in 1-3 Business Days
Subaru Impreza Crankshaft Complete
Part Number: 12200AA560$591.32 MSRP: $872.15You Save: $280.83 (33%)Ships in 1-3 Business DaysSubaru Impreza Crankshaft Complete
Part Number: 12200AA210$456.34 MSRP: $673.07You Save: $216.73 (33%)Ships in 1-2 Business Days
Subaru Impreza CRANKSHAFT COMPL
Part Number: 12200AA600$591.58 MSRP: $872.53You Save: $280.95 (33%)Ships in 1-3 Business Days
Subaru Impreza Crankshaft Complete
Part Number: 12200AA180$446.04 MSRP: $657.88You Save: $211.84 (33%)


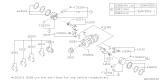
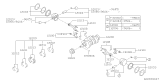

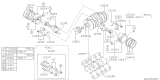

Subaru Impreza Crankshaft
Our website stands as the go-to online destination for OEM Subaru Impreza Crankshaft. With complete lines of genuine Subaru Impreza Crankshaft available at unbeatable market prices, we ensure top quality, reliability, and durability. Each part comes backed by the manufacturer's warranty, reinforcing your trust in our offerings.
Subaru Impreza Crankshaft Parts Questions & Experts Answers
- Q: How to insatll the Crankshaft on Subaru Impreza?A:Before installing the crankshaft, the main bearing oil clearance must be checked. Position the left crankcase section on a workbench with the bearing saddles facing up, and wipe the main bearing surfaces of the crankcase with a clean lint-free cloth to ensure they are spotlessly clean. Clean the back sides of the main bearing inserts and lay one bearing half in each main bearing saddle in the crankcase on the workbench, with the other bearing half from each set in the corresponding location in the remaining crankcase section. Ensure the tab on the bearing insert fits into the recess in the crankcase without hammering the bearings into place or nicking or gouging the bearing faces, and do not use lubrication at this time. Clean the faces of the bearings in the crankcase and the crankshaft main bearing journals with a clean, lint-free cloth. Once the crankshaft is clean, carefully lay it in position in the left crankcase section on the workbench. Trim three pieces of Plastigage so they are slightly shorter than the width of the main bearings, and place one piece on each crankshaft main bearing journal, parallel with the journal axis. Clean the faces of the bearings in the right crankcase, then carefully lay it in position without disturbing the Plastigage. Install and tighten the crankcase bolts, ensuring not to rotate the crankshaft at any time during this operation. After tightening, remove the bolts and carefully lift off the right crankcase section without disturbing the Plastigage or rotating the crankshaft. Compare the width of the crushed Plastigage on each journal to the scale printed on the Plastigage container to obtain the main bearing oil clearances, which should typically fall between 0.0015 to 0.0023 inch (0.038 to 0.058 mm). If the clearance is incorrect, double-check that you have the right size bearing inserts, recheck the crankshaft main bearing journal diameters, and ensure no dirt or oil was present between the bearing inserts and the main bearing caps or the block when the clearance was measured. Remove all traces of the Plastigage from the bearing faces or journals using a wood or plastic tool to prevent damage to the bearing surfaces. Carefully lift the crankshaft out of the crankcase, clean the bearing faces, and apply a thin layer of engine assembly lube to each of the bearing faces in both crankcase halves, including the thrust bearing faces. Carefully lay the crankshaft in the left crankcase section, ensuring the connecting rods are directed into the cylinder bores. Finally, reassemble the crankcase halves.

Related Subaru Impreza Parts
 Subaru Impreza Cam Gear
Subaru Impreza Cam Gear Subaru Impreza Oil Pump
Subaru Impreza Oil Pump Subaru Impreza Oil Pan
Subaru Impreza Oil Pan Subaru Impreza Camshaft
Subaru Impreza Camshaft Subaru Impreza Piston Ring Set
Subaru Impreza Piston Ring Set Subaru Impreza Crankshaft Pulley
Subaru Impreza Crankshaft Pulley Subaru Impreza Oil Pan Gasket
Subaru Impreza Oil Pan Gasket Subaru Impreza Rod Bearing
Subaru Impreza Rod Bearing Subaru Impreza Crankshaft Gear
Subaru Impreza Crankshaft Gear
Browse by Year
2025 Crankshaft 2024 Crankshaft 2023 Crankshaft 2022 Crankshaft 2021 Crankshaft 2020 Crankshaft 2019 Crankshaft 2018 Crankshaft 2017 Crankshaft 2016 Crankshaft 2015 Crankshaft 2014 Crankshaft 2013 Crankshaft 2012 Crankshaft 2011 Crankshaft 2010 Crankshaft 2009 Crankshaft 2008 Crankshaft 2007 Crankshaft 2006 Crankshaft 2005 Crankshaft 2004 Crankshaft 2003 Crankshaft 2002 Crankshaft 2001 Crankshaft 2000 Crankshaft 1999 Crankshaft 1998 Crankshaft 1997 Crankshaft 1996 Crankshaft 1995 Crankshaft 1994 Crankshaft 1993 Crankshaft