×
- Hello
- Login or Register
- Quick Links
- Live Chat
- Track Order
- Parts Availability
- RMA
- Help Center
- Contact Us
- Shop for
- Subaru Parts
- Subaru Accessories
My Garage
My Account
Cart
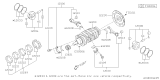
Genuine Subaru Legacy Piston Ring Set
Piston Ring- Select Vehicle by Model
- Select Vehicle by VIN
Select Vehicle by Model
orMake
Model
Year
Select Vehicle by VIN
For the most accurate results, select vehicle by your VIN (Vehicle Identification Number).
54 Piston Ring Sets found





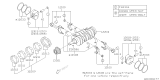
Subaru Legacy Piston Ring Set
Part Number: 12033AB340$161.57 MSRP: $236.22You Save: $74.65 (32%)Ships in 1-3 Business Days
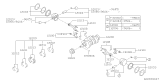
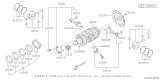
Subaru Legacy Piston Ring Set
Part Number: 12033AC180$201.61 MSRP: $294.75You Save: $93.14 (32%)Ships in 1-3 Business Days

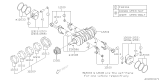
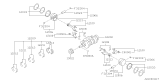
Subaru Legacy Piston Ring Set Std
Part Number: 12033AA210$160.87 MSRP: $235.18You Save: $74.31 (32%)Ships in 1-3 Business Days
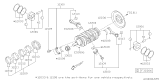
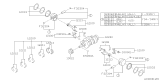
Subaru Legacy Piston Ring Set
Part Number: 12033AB360$161.57 MSRP: $236.22You Save: $74.65 (32%)Ships in 1-3 Business Days
Subaru Legacy Piston Ring Set
Part Number: 12033AC250$141.26 MSRP: $206.52You Save: $65.26 (32%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AC240$146.54 MSRP: $214.23You Save: $67.69 (32%)Ships in 1-2 Business Days
Subaru Legacy Piston Ring Set
Part Number: 12033AC90A$43.42 MSRP: $62.93You Save: $19.51 (31%)Ships in 1-2 Business Days
Subaru Legacy Piston Ring Set Std
Part Number: 12033AA760$178.10 MSRP: $260.38You Save: $82.28 (32%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AC92A$83.50 MSRP: $121.02You Save: $37.52 (31%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AC91A$83.50 MSRP: $121.02You Save: $37.52 (31%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AC200$201.61 MSRP: $294.75You Save: $93.14 (32%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AC190$201.61 MSRP: $294.75You Save: $93.14 (32%)Ships in 1-3 Business Days
Subaru Legacy Piston Ring Set
Part Number: 12033AD47A$66.61 MSRP: $96.53You Save: $29.92 (31%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AD49A$82.06 MSRP: $118.93You Save: $36.87 (31%)Ships in 1-3 Business DaysSubaru Legacy Piston Ring Set
Part Number: 12033AD48A$82.06 MSRP: $118.93You Save: $36.87 (31%)Ships in 1-3 Business Days
Subaru Legacy PB000811 Ring Set
Part Number: 12033AB010$183.81 MSRP: $268.73You Save: $84.92 (32%)Ships in 1-2 Business Days
Subaru Legacy Piston Ring Set
Part Number: 12033AB270$197.30 MSRP: $288.45You Save: $91.15 (32%)Ships in 1-3 Business Days
| Page 1 of 3 |Next >
1-20 of 54 Results
Subaru Legacy Piston Ring Set
Our website stands as the go-to online destination for OEM Subaru Legacy Piston Ring Set. With complete lines of genuine Subaru Legacy Piston Ring Set available at unbeatable market prices, we ensure top quality, reliability, and durability. Each part comes backed by the manufacturer's warranty, reinforcing your trust in our offerings.
Subaru Legacy Piston Ring Set Parts Questions & Experts Answers
- Q: How should the Piston Ring Set and pistons be laid out for matching during the side clearance check, end gap measurement, and engine assembly on Subaru Legacy?A:Lay out the Pistons and new ring sets to match each ring set with the corresponding piston and cylinder during the side clearance check, end gap measurement, and engine assembly. Before installing the rings, check the piston ring side clearance by placing a new ring in each groove and using a feeler gauge beside it, ensuring to check at several points around the piston and using the correct ring for each groove, as they differ. A typical clearance for compression rings is around 0.0015 to 0.004 inch (0.038 mm to 0.101 mm), and if excessive, new pistons will be necessary. The ring end gaps must also be verified, assuming the side clearance has been confirmed. Insert the top ring into the first cylinder, squaring it with the cylinder walls using the piston, and position it near the bottom of the cylinder. To measure the end gap, use feeler gauges between the ring ends until the correct gauge slides in with slight drag; typical gaps range from 0.010 to 0.020 inch (0.25 to 0.50 mm) for compression rings and up to 0.030 inch (0.76 mm) for oil ring steel rails. If the gap is too small, carefully file the ring ends to avoid contact during operation, ensuring to file only by pushing the ring from the outside end of the file towards the vise. Excess end gap is not critical unless it exceeds 0.040 inch (1.01 mm), and it's important to double-check the ring type. Repeat this process for each ring in the first cylinder and the remaining cylinders, keeping rings, pistons, and cylinders matched. Once the end gaps are checked and corrected, install the rings on the pistons, starting with the oil control ring, which consists of three components: first, insert the spacer/expander into the groove, then install the upper side rail without using a piston ring installation tool to avoid damage, and finally, install the lower side rail, ensuring the upper rail spin stopper aligns with the side hole in the piston. After installing the oil ring components, verify that both side rails rotate smoothly in their grooves. Next, install the middle ring, ensuring the identification mark faces up, and use a piston ring installation tool for both the middle and top rings, being careful not to confuse them. Finally, repeat the procedure for the remaining pistons and rings.

Related Subaru Legacy Parts
 Subaru Legacy Crankshaft
Subaru Legacy Crankshaft Subaru Legacy Oil Pan
Subaru Legacy Oil Pan Subaru Legacy Oil Pump
Subaru Legacy Oil Pump Subaru Legacy Crankshaft Pulley
Subaru Legacy Crankshaft Pulley Subaru Legacy Oil Pan Gasket
Subaru Legacy Oil Pan Gasket Subaru Legacy Rod Bearing
Subaru Legacy Rod Bearing
Browse by Year
2025 Piston Ring Set 2024 Piston Ring Set 2023 Piston Ring Set 2022 Piston Ring Set 2021 Piston Ring Set 2020 Piston Ring Set 2019 Piston Ring Set 2018 Piston Ring Set 2017 Piston Ring Set 2016 Piston Ring Set 2015 Piston Ring Set 2014 Piston Ring Set 2013 Piston Ring Set 2012 Piston Ring Set 2011 Piston Ring Set 2010 Piston Ring Set 2009 Piston Ring Set 2008 Piston Ring Set 2007 Piston Ring Set 2006 Piston Ring Set 2005 Piston Ring Set 2004 Piston Ring Set 2003 Piston Ring Set 2002 Piston Ring Set 2001 Piston Ring Set 2000 Piston Ring Set 1999 Piston Ring Set 1998 Piston Ring Set 1997 Piston Ring Set 1996 Piston Ring Set 1995 Piston Ring Set 1994 Piston Ring Set 1993 Piston Ring Set 1992 Piston Ring Set 1991 Piston Ring Set 1990 Piston Ring Set